What is a wiring harness?
2021-10-31 11:06 admin
A wire harness is a combination of strings of wires and cables used to transmit information signals or operating signals. Wire harnesses are made of clips, cable ties, sleeves, electrical tape, or a combination of these materials.
Assembly process
2.1 The production of the harness sub-material number must be compared to the positioning plate to determine the size of the cut wire. In the current harness assembly process, it is often possible to meet the size of the sub-material number. Still, it can not meet the size of the positioning board, resulting in a lot of unnecessary waste—the same sub-material number to electrical testing and complete inspection.
2.2 Wiring of the harness.
① Lay each sub-material number flat on the positioning board according to the requirements of the drawing.
②When wiring, first of all, but one area by one area, after the sub-material number of a single area is put, the cross-area sub-material number is put.
③The cross-region sub-material number should also be put simple first, and then put complex.
3. Insert PIN (part of the TER not inserted PIN must first be inserted into the corresponding connector).
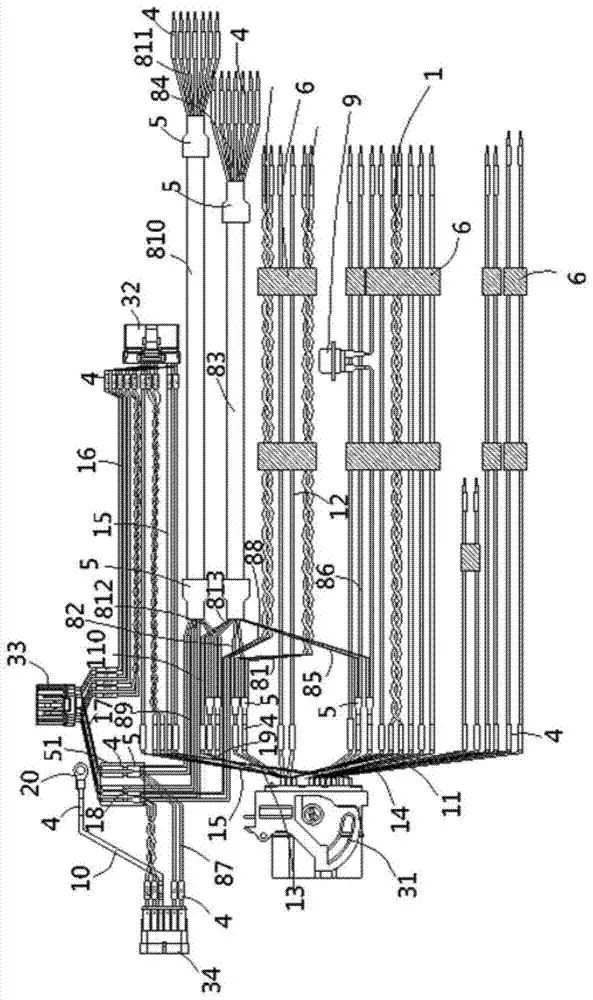
Tie wire (tie wire location according to the positioning board, the starting point of the tie wire is generally in the starting position of the double line in the positioning board). (The wiring harness wiring structure of the control box within a device)
4. Electrical test.
①The test data must be strictly checked because the wire position of the assembly line is more complicated. ②The test can only be performed after both PE & QE have been confirmed.
5. Full inspection.
①Check if the terminal and CONN are within the tolerance band. ②Check if the wire binding ring is even. ③Check if the assembly method of parts is correct.
6. Wire harness sub-material number entry.
OQC must inspect the sub-material number after PASS before the subsequent action.
Assembly process requirements
1. After the wire harness is processed and assembled, all the wire harnesses should be parallel and cannot be moved. However, the wire ties or cable ties should not snag the wire.
2. When inserting PIN or welding, the core wires should not be entangled together, but not too tight.

3. When wiring, the terminals of each sub-material number, HOUSING and D-SUB, IDC, CONN must match with the markings on the positioning board.
4. The wires of each sub-material number must be arranged according to the route on the positioning board.
5. When tying the wire, the rope should be moved vertically from the lower edge of the wire tying ring.
6. The tying tape should be tied tightly, and the tail should not exceed 1mm.
7. When tying, the distance between the two tying rings is about 25mm, and each rope tied to the end should keep the tail about 10mm.
8. Each rope in the beginning and the end to kill the knot.
9. When tying the rope, the rope should not be looped or twisted. It cannot be the connector stuck in the positioning nail, pull the rope hard, should be fixed in the positioning nail, and then tie the rope wire.
Otherwise, it is easy to cause the terminal to pull the core wire or terminal off.
Assembly quality standard
After the wiring harness is assembled into a finished product, the wiring harness line conductivity should be tested and required to reach a conductivity of 100%, no short circuit, short circuit, wrong way phenomenon. At the same time, we also need to have the quality standards required by the wiring harness customers and provide safety and quality assurance certificates when packaging.
Each step of the harness assembly and testing process is meticulous, striving for excellence, following the ISO9001: 2000 quality management system to regulate operational requirements.

Contact Us Today For more information on the harness assembly , contact us today. As one of the highest quality for the harness assembly in the United States, OLINK Cable Assembly is standing by to help you with all of your the harness assembly needs.
Contact us today for more information and to learn how we can help you.